弊社では、「金型レベルの鏡面を部品にも」というコンセプトのもと、レンズ研磨の技術を応用して金属の精密鏡面加工を行っております。部品の平面部や球面部を、金属研磨で一般的に行われているバフ研磨や電解研磨よりも高いレベルで超鏡面に仕上げます。
精密鏡面研磨の技術概要
弊社では、ステンレス全般、銅・真鍮、ニッケル合金(インコネル・ハステロイ)、金型用金属(ELMAX・STAVAX)等の様々な金属の精密鏡面研磨を行っております。
金属研磨で主流のバフ研磨ではなく、レンズ研磨の手法を応用した独自の湿式研磨による超鏡面加工を行っており、精密金型の研磨品と比較しても遜色のないレベルに研磨いたします。
ツールマーク・オレンジピール・スクラッチ等の面粗度だけでは評価できない表面の不具合を目視にて検査し、それらを可能な限り除去した状態に仕上げます。
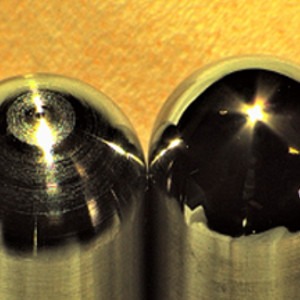
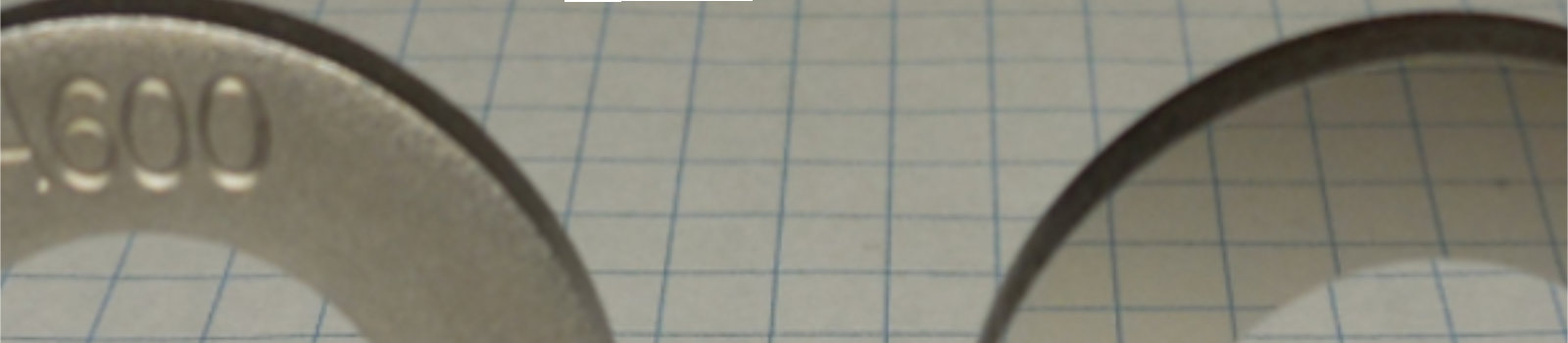
一般的にはラップ研磨に分類される研磨手法でありますが、レンズ研磨の手法を取り入れておりますので、平面だけでなく球面の超鏡面研磨も可能です。また、ロッド棒の先端平面部など研磨しにくいものも1個から研磨いたします。
研磨の取り代は研磨対象物の表面状態により数μm~50μm程度と幅がありますが、平面度や球面度を崩さずになるべく少ない研磨代で研磨いたします。
従来の金属研磨との比較
| 弊社の研磨 | 従来の金属研磨 | ||
| バフ研磨 | 電解研磨 | ||
| バフ目残り | なし | あり | なし |
| ツールマーク残り | なし | なし | あり |
| 形状精度 | |||
| 鏡面度(Ra) | |||
弊社の研磨技術の強み
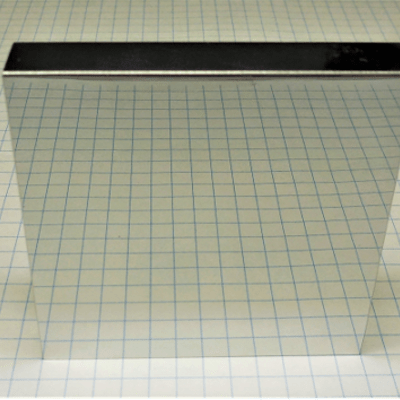
- 鏡面度はRa10nm以下
- 最小の研磨代で平面度や球面度を崩さない研磨
- バフ目やツールマークのないシャープな研磨面
イクタムの標準鏡面品質
弊社では、以下のとおり4つの指標に関して品質基準を定め、それをクリアしたものをイクタムの標準鏡面品質としております。加工の性質上、数値化しにくい指標が多いですが、「人の目」で確認することが重要であると考えております。
- 面粗度
-
検査方法 触針式表面粗さ測定器(ミツトヨSJ-500)による測定 品質基準 Ra10nm以下 摘 要 面粗度は研磨面の状態を判断するための最も重要な指標です。現行のJIS規格ではRa0.2(Ra200nm)以下が鏡面と定義されています。イクタムではRa10nm以下を品質基準としております。研磨加工例のページに実測値を記載しておりますのでご覧ください。 - ツールマーク
-
検査方法 蛍光灯下での目視 品質基準 完全に見えない状態に研磨 摘 要 ツールマークとは、旋盤・フライス盤・研削盤等で金属を加工した時に表面にできる細かい周期的な加工痕のことです。弊社では目視で完全に見えなくなるまで研磨いたします。 - オレンジピール
-
検査方法 蛍光灯下での目視 品質基準 蛍光灯下で見てほとんど気にならない状態に研磨 摘 要 鏡面研磨をしたときに金属表面にオレンジの皮の表面のようにブツブツとした凹凸模様が現れることがあります。この凹凸模様のことをオレンジピールと呼びます。目視ではっきり確認できるレベルになると、Raは10nm以下にもかかわらず、表面がメラメラとして著しく外観を損ないます。ツールマークと違って鏡面研磨の工程で新たに入る不具合ですので、金属の鏡面研磨において最も厄介な現象です。弊社ではそれぞれの金属に適した研磨条件を開発・適用することでオレンジピールの発生を可能な限り低減いたします。 - スクラッチ
-
検査方法 蛍光灯下での目視 品質基準 蛍光灯下で見てほとんど気にならない状態に研磨 摘 要 スクラッチとは、表面にできた線状の引っ掻きキズのことです。弊社では蛍光灯下目視で確認できるごく薄いスクラッチが30φ当たり3本以下になるように研磨いたします。
研磨可能なサイズについて
平面部品・球面部品は、機械で研磨を行いますので、研磨機で研磨可能なサイズが加工限界となります。
自由曲面部品は、手で研磨を行いますので、手で持てる範囲のサイズと重量が加工限界となります。
| 角形状の平面部品 | 80角以下 |
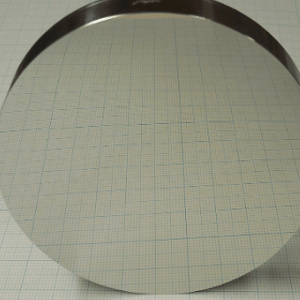
| 円形状の平面部品 | 120φ以下 |
| 球面部品 | 120φ以下 |
| 自由曲面部品 | 手で持てる範囲のサイズと重量 |
| 部品の厚み | 0.3mm以上 |
- 自由曲面とは表面が平面・球面以外の形状をしている面のことです。
- 自由曲面に関しては形状保証の必要ないもの(=鏡面光沢だけが必要とされるもの)のみ加工対象となります。
研磨可能な素材について
| 研磨可能 | やや難あり |
|---|---|
| ステンレス全般 一般の鉄系金属(S45C等) 銅・真鍮 金型用金属(STAVAX・ELMAX等) ニッケル合金(インコネル・ハステロイ) | アルミニウム チタン |
- 「研磨可能」の素材は、面粗度・オレンジピールともに良好な状態で鏡面研磨可能です。
- 純アルミニウムおよびアルミニウム合金は、オレンジピールを完全に除去できず、やや白みがかった仕上がりになることが多いです。
- チタンは、「研磨可能」の素材と比べると周辺部のダレが大きくなります。
研磨加工の具体例
Ra:2.7nm
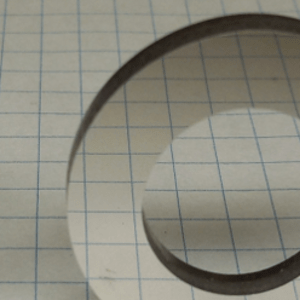
Ra:2.7nm
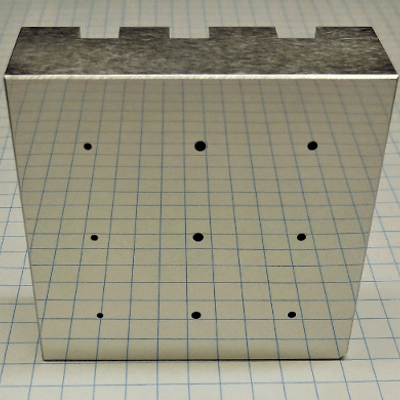
Ra:2.7nm
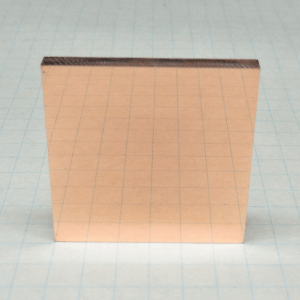
Ra:2.7nm
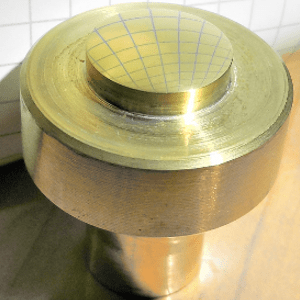
Ra:2.7nm

Ra:2.7nm
ご依頼の流れ
メール(![]() )またはお問い合わせフォームに、材質・材寸・加工内容・数量・材料手配の有無などを記載し、図面や資料がある場合は添付してお問い合わせください。
)またはお問い合わせフォームに、材質・材寸・加工内容・数量・材料手配の有無などを記載し、図面や資料がある場合は添付してお問い合わせください。
下記のお見積もりをお願いいたします。
材質:STAVAX
材寸:30角5T
加工内容:片面の鏡面研磨
数量:2個・5個・10個・20個
※材料の手配からお願いいたします。
金属研磨のお見積もりをお願いします。
材質・材寸・加工内容は添付図面をご参照ください。
見積の数量は1個・2個・3個・5個です。
※材料は支給いたします。
お問い合わせをいただいてから2営業日以内に、製作の可否・納期・金額を回答いたします。その内容をご検討いただき、ご注文いただける場合は、注文書ファイルをメール添付にて送付ください。この時点で注文が確定いたします。
納期の期限内に製品に納品書を添付して納品いたします。
納品した月の翌月初めに請求書PDFファイルをメール添付にて送付いたします。月末までに指定の銀行口座に代金をお振込みください。恐れ入りますが振込手数料はお客様の負担でお願いいたします。
- 銀行振込以外の入金方法には対応しておりませんので予めご了承下さい。
- 御社の締め日・入金日等のご要望がございましたら可能な限り対応いたします。
お問い合わせフォーム
金属研磨のご依頼を検討されているお客様は、下記フォームからお問い合わせ下さい。
※メールで直接問い合わせることを希望される場合は、![]() 宛にメールしてください。
宛にメールしてください。
お問い合わせフォームでは個人情報をご記入いただくことになります。
ご記入いただく個人情報の取り扱いにつきましては、こちらのプライバシーポリシーをご確認ください。
上記のプライバシーポリシーにご同意いただいた上で、お問い合わせフォームの記入送信をお願い申し上げます。
- 自動返信メールが届かない場合
-
お客様の迷惑メール対策状況によっては、当サイトからのメールが届かなかったり迷惑メールフォルダに振り分けられたりする場合がございます。
「@ikutam.com」からのメールを受信できるよう、 迷惑メール設定から解除もしくは受信設定をしていただくようお願いいたします。 - お問い合わせフォームで送信できない場合
-
一部のOSやブラウザなどでお問い合わせフォームが正常に動作しない場合がございます。
その場合は下記アドレスに直接メールしてお問い合わせください。
